Coating
The application of wear resistant materials, such as Stellite™, Deloro™ Tungsten- or Chromium Carbides and Ceramics to critical areas of components. Both spraying technologies like High Velocity Oxygen Fuel (HVOF), Plasma Spray and Spray and Fuse, such as welded coatings like Plasma Transferred Arc (PTA), Tungsten Inert Gas (TIG) and electrode welding are being used to enhance wear performance of components.
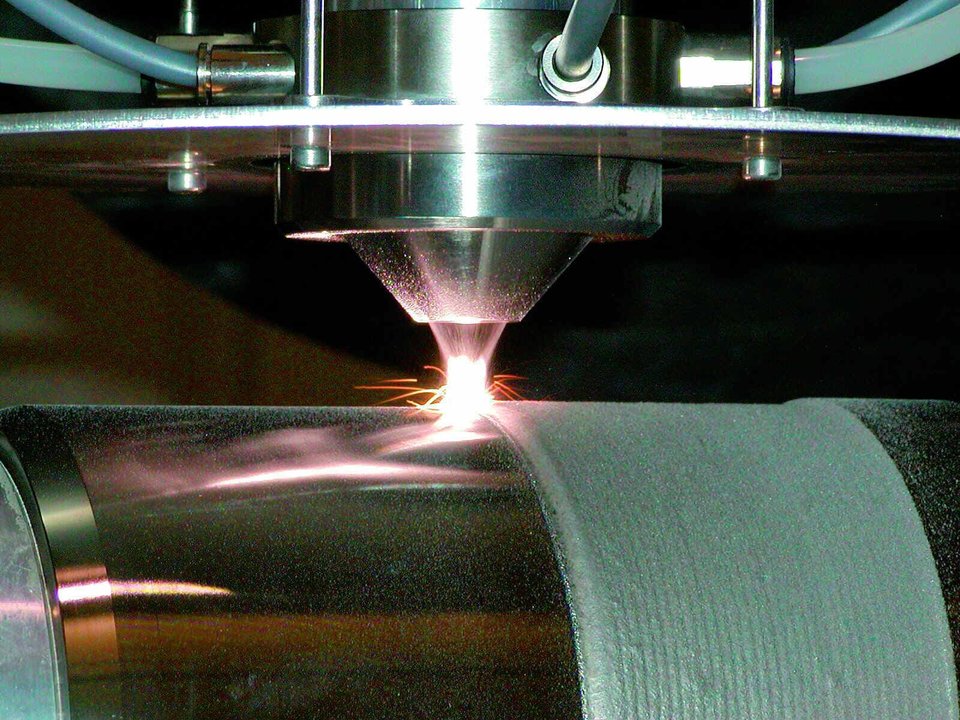
When overlaying with a LASER, an optical arrangement is used to focus the laser beam on the workpiece and heat it. Simultaneously, hardfacing material in the form of powder or wire is introduced into the laser beam and melted. Due to the narrow heat-affected zone and the fast cooling rate, the heat input is low, thereby producing an almost stress-free overlay. Compared with other welding processes, for a given hardfacing alloy, the fast cooling rate of the laser process produces an overlay with a significantly higher hardness and finer microstructure.
State of the Art LASER Cladding Technology from Deloro
A 5kW diode LASER in combination with a robot system and turn-tilt table offer the optimal requirements for complex components for economic and high-quality cladding solutions. Components up to 2m part length, 1,5 diameter and 1,5 to maximum weight.
Advantages of LASER cladding
- Low heat input
- Minimum deformation
- Precise welding allowing little machining allowance
- Optimum parameter control ensuring stable processes
- High welding speed
- Layer thicknesses from 0,5 mm up to several mm
- Minimum dilution
The PPC process is easily automated, providing a high degree of reproducibility of the weld overlays. In addition, because of the highly concentrated heat source, this process benefits from high powder utilization and can achieve a very low level of iron dilution in the overlay. Because the hardfacing materials are in powder form, it is possible to produce overlays from many different materials and combinations of materials with a wide range of hardness and other properties. Controlled heat input ensures weld dilutions that can be controlled from 3-7%.
Advantages of Plasma Powder Cladding
- Automized, semi automized and manual solutions possible
- Wide range of base materials and consumables are workable
- High deposition rates, low powder losses
- Small heat-affected zone
- Thin layer thickness of 2-3mm/layer
- Low aggregated weight
- Good surface quality
- Limited need of machine finishing
TIG Welding
In TIG (Tungsten Inert Gas), also known as Gas Tungsten Arc Welding (GTAW), an arc is drawn between a nonconsumable tungsten electrode and the workpiece. The electrode, the arc, and the weld-pool are protected from the atmosphere with an inert shielding gas. The hardfacing material is in the form of a rod. Advantages of the TIG process include simple manual operation and good control of the welding arc. The process can also be mechanised, in which case a manipulator is used to move the workpiece in relation to the welding torch and the hardfacing rod or wire. Welding rods used for TIG welding are also used for hardfacing with the oxy-acetylene welding process. With the correct operation, a very low level of iron dilution can be achieved in the overlay.
MIG Weld Deposition, Submerged Arc Welding
In these arc welding processes, consumable hardfacing wire is fed continuously from a spool through the welding torch into the arc, where it is melted and transferred to the workpiece In the case of MIG welding, also known as Gas Metal Arc Welding (GMAW), the weld pool is protected from the atmosphere by a stream of shielding gas.
The MIG process is very flexible — it can be partially or fully mechanized and is suitable for a wide range of applications. Wire is also used as the hardfacing consumable in the Submerged Arc Welding (SAW) process. In this process, a mineral-based fluxing powder flows around the consumable wire and is melted by the arc. It forms a gaseous shield around the arc and also forms a slag on top of the weld pool, shielding the cooling weld pool from the atmosphere..
Manual Metal Arc (MMA) Weld Deposition
In this process, an arc is drawn between a coated consumable electrode and the workpiece. The metallic core is melted by the arc and is transferred to the weld pool as molten droplets. The electrode coating also melts to form a gas shield around the arc and the weld pool as well asa slag on the surface of the weld pool, thus protecting the cooling weld-pool from the atmosphere. The slag must be removed after each layer. MMA welding is still a widely used hardfacing process. Due to the low cost of the equipment, the low operating costs of the process, and the ease of transporting the equipment, this flexible process is ideally suited to repair work.
High-Velocity Oxy-Fuel Spray
In the HVOF process, powder is introduced axially into a chamber in which a gas flame is constantly burning under high pressure. The exhaust gas exits through an expansion nozzle which produces a high-velocity gas stream. The powder particles are heated in this gas stream and transferred by it with high kinetic energy to the surface of the workpiece, forming a dense coating with excellent bonding properties.
Due to the moderate transfer of heat to the powder particles and to the workpiece, which remains relatively cool, there is little metallurgical change to the sprayed material and the workpiece.
Air Plasma Spraying
In the Plasma Spraying process, powder is softened or melted in the plasma gas stream, which also transfers the particles to the workpiece. The plasma arc is not transferred to the workpiece, it is contained within the plasma torch between an axial electrode and a water-cooled nozzle. The process is operated in normal atmosphere, in a shielding gas stream (e.g. argon), in a vacuum or under water. Due to the high temperature of the plasma gas stream, the plasma spray process is especially suitable for spraying high melting-point metals as well as their oxides.
Flame Spraying with subsequent Fusing
Spray and fuse is a two-stage process, the powder alloy being deposited first by flame spraying and then fused. During fusing, the deposit is partially remelted and allowed to resolidify. In flame-spraying, the powder particles are softened or melted in an oxyacetylene flame and transferred to a prepared workpiece by the expanding gases. An additional gas stream can be used to assist with powder particle transfer. The second stage of the process, fusing the sprayed coating to the workpiece, is usually done with an oxyacetylene burner. Alternatively, for mass production, fusing can be carried out by induction heating or in a vacuum furnace. The bonding of the sprayed coating to the workpiece is significantly increased by the fusing process, which creates metallurgical bonds between the powder particles and also between the coating and the workpiece. The coating becomes liquid and gas tight.
This process is used for the deposition of relatively thin (0,25 to 1,5 mm) layers, usually on the surface of small cylindrical objects such as pump shafts, packing gland sleeves and pistons, as an alternative to the greater deposit thickness obtained from oxy-acetylene and arc processes. The process can also be used for the facing of flat surfaces, but its possibilities for this type of work are limited. Since the deposit is thinner and more uniform than that obtained by other welding methods and the heat for fusion is applied uniformly and rapidly, shrinkage and distortion of the component is frequently very small. When the fusing operation is carried out correctly, dilution of the deposit by the base metal is negligible.
Brochure

Gallery of cladding processes
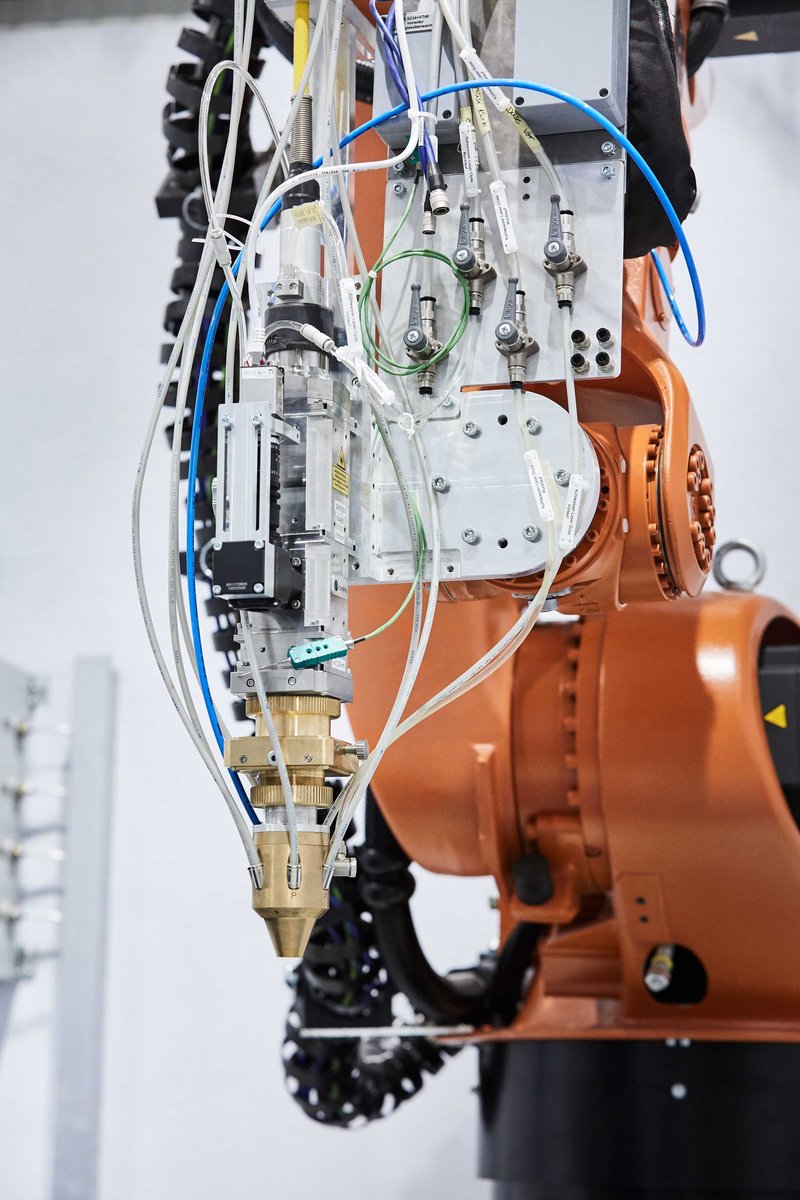
LASER

PTA

Manual Welding
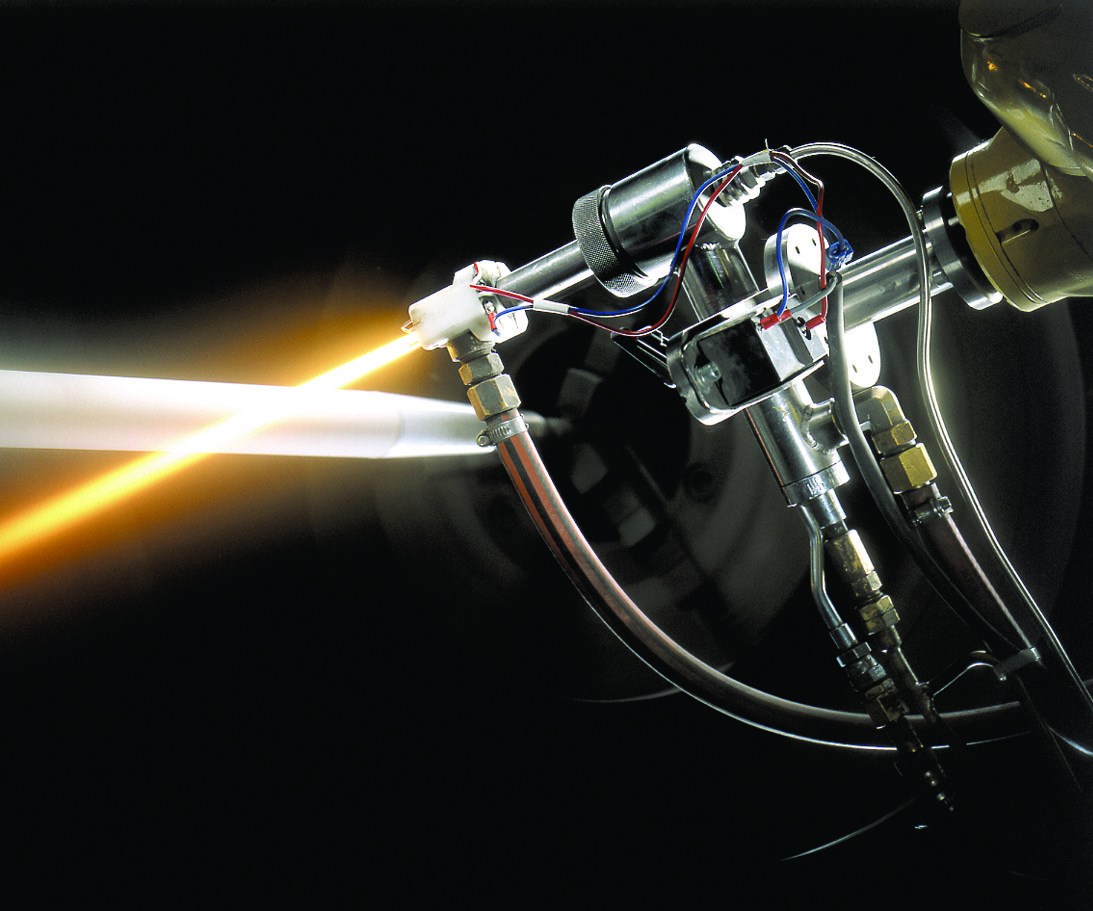
HVOF
Contact us
More about coating