Laser cladded tubes protect thermocouples in extreme conditions
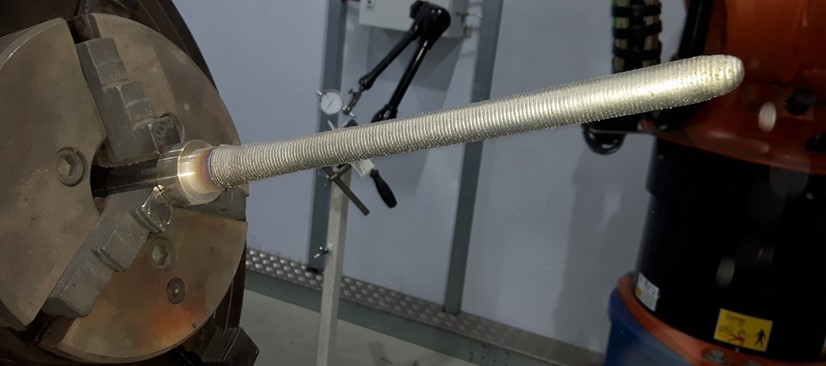
Fig. 1: Thermowell coated with Deloro™50 at Deloro Koblenz, Germany.
Sustainability is playing an increasingly important role also in industrial applications. Deloro’s products contribute to this by extending the efficiency and service life of process equipment.
In many industrial processes, the right temperature is a decisive control lever. Temperatures must be measured under adverse conditions:
- Extreme temperatures - up to 1,400°C in petrochemical plants
- High pressures
- Corrosive media - synthesis gases, acids, alkalis, salt solutions, etc.
- Heavy solid particle loading
- Extreme flow velocities up to near sonic limits
Thermometer protection tubes, often referred to as thermowells or immersion sleeves are usually placed directly in the process media. They seal the thermocouples from the environment and thus protect them from high temperatures, abrasive loads or other tribological influences of the plant. As such, they are a core component of process monitoring and allow the thermocouples to be changed or removed without stopping the process. Thermometer protection tubes must function reliably in this environment to enable precise measurement accuracy. Appropriate wear and corrosion protection is essential to meet appropriate service lives under these extreme requirements. The importance of long service lives is enormous, as shutting or slowing down the plant quickly costs millions - per day of downtime - and must therefore be avoided by all means.
Selection of appropriate wear protection
In addition to protection tubes made of solid cast Stellite™and nickel-based tubes to which Stellite™ tips are welded, protection tubes made of steel with applied Stellite™ protective coatings are also used. Due to the geometry of the components, however, the coater is faced with major challenges.
The coating process and the materials must be adapted to the specific application. In particular, the application parameters of immersion depth, medium, temperature, measuring principle, flow velocity and also the design of the protection tube (flange, thread, welded, clamped), must be taken into account.
Various processes are used for coating, depending on the component properties and individual requirements, including:
- Plasma powder cladding
- HVOF
- Spray & Fuse
- Laser powder cladding

Fig. 2: Laser powder cladding system at Deloro Koblenz, Germany.
While HVOF processes can be used to apply metal coatings with only low heat input, they can only achieve coating thicknesses of 0.15 mm. This is often not sufficient to achieve the planned service lives. Layers between two and three millimetres thick can be applied using plasma powder deposition welding. The heat generated by the electrode quickly leads to distortion or thermal overload of the base material.
Laser coatings are particularly well suited for the usually long and thin geometry of thermowells due to the high welding requirements. The advantages of this coating process are:
- Low heat input
- Low deformation
- Coating close to the final contour and correspondingly low effort for machine finishing
- High process reliability
- High welding speed
- Low build-up
Importance of welding strategy
The selection of the appropriate welding strategy is crucial to achieve the desired coating quality. Important indicators for the quality achieved are:
- Degree of mix-up
- Coating thickness
- Number of penetration notches
- Homogeneity of the microstructure
The main factors to be considered in the welding strategy include base metal, filler metal, processing parameters, laser and beam shaping. Depending on the requirements, the following parameters are adapted:
- Welding speed
- Angle of attack of the optics
- Power
- Powder feed rate
- Welding sequence
- Angle of the rotary tilt table
In General, thermometer protection tubes are made of an austenitic steel with hardfacing of Stellite™, Tribaloy™ or Deloro™ alloys in powder form.
Refining using Stellite™ 6 provides a solution for mechanical stresses, corrosion and temperature loads and is particularly popular due to its properties in combination with various tribological influences.
Stellite™ 12 is resistant to temperature effects, corrosion and abrasion. Compared to Stellite™ 6, Stellite™ 12 has a higher resistance to erosion and sliding wear while providing impact and cavitation resistance.
Due to its hardness of up to 57 HRC, Tribaloy™ T-400 is resistant to abrasive stresses on the one hand. On the other hand, the alloy is tolerant to very high temperatures and corrosion. Furthermore, due to its high molybdenum content and the formation of molybdenum carbides at high temperatures, T-400 has a lubricative surface.
Quality assurance
These cobalt-, nickel- and iron-based filler metals provide effective protection against wear but tend to crack due to their brittleness. Special attention must be paid to critical areas where high spot heat input can lead to cracking or bonding problems. Cracking can be avoided by using a distinctive welding strategy and appropriate heat treatment. Early work sampling and a material analysis during production ensure quality.
The working sample is suitable for carrying out hardness tests. In addition to visual inspections, X-ray fluorescence analysis (XRF) or dye penetrant tests are performed on the component for material analysis. In addition, the degree of mixing in the swarf can be measured.
Another challenge in build-up welding of thermowells, due to the length of the component and the heat influence during welding, is component distortion. For this, the heat guidance must be optimized and the thermowell should be prepared before the actual welding process.
The coating thickness can vary from 0.5 mm to several mm, depending on requirements. In principle, laser cladding is suitable for everything from new part production to repair/refurbishment and the generation of complete components (additive manufacturing).
A 5kW diode laser in combination with a robot system and 8-axis rotary tilting table offers the possibility to carry out necessary program adjustments in an uncomplicated way and thus optimal conditions for customized coating solutions. In addition to the wear-protected thermometer protection tube including pre- and post-processing, including quality control, Deloro offers advice on all aspects of the appropriate coating process and the optimum alloy for each application, from a single source.
Contact us
More about Refineries