Die Wasserstoffwirtschaft setzt auf Deloro

Einführung
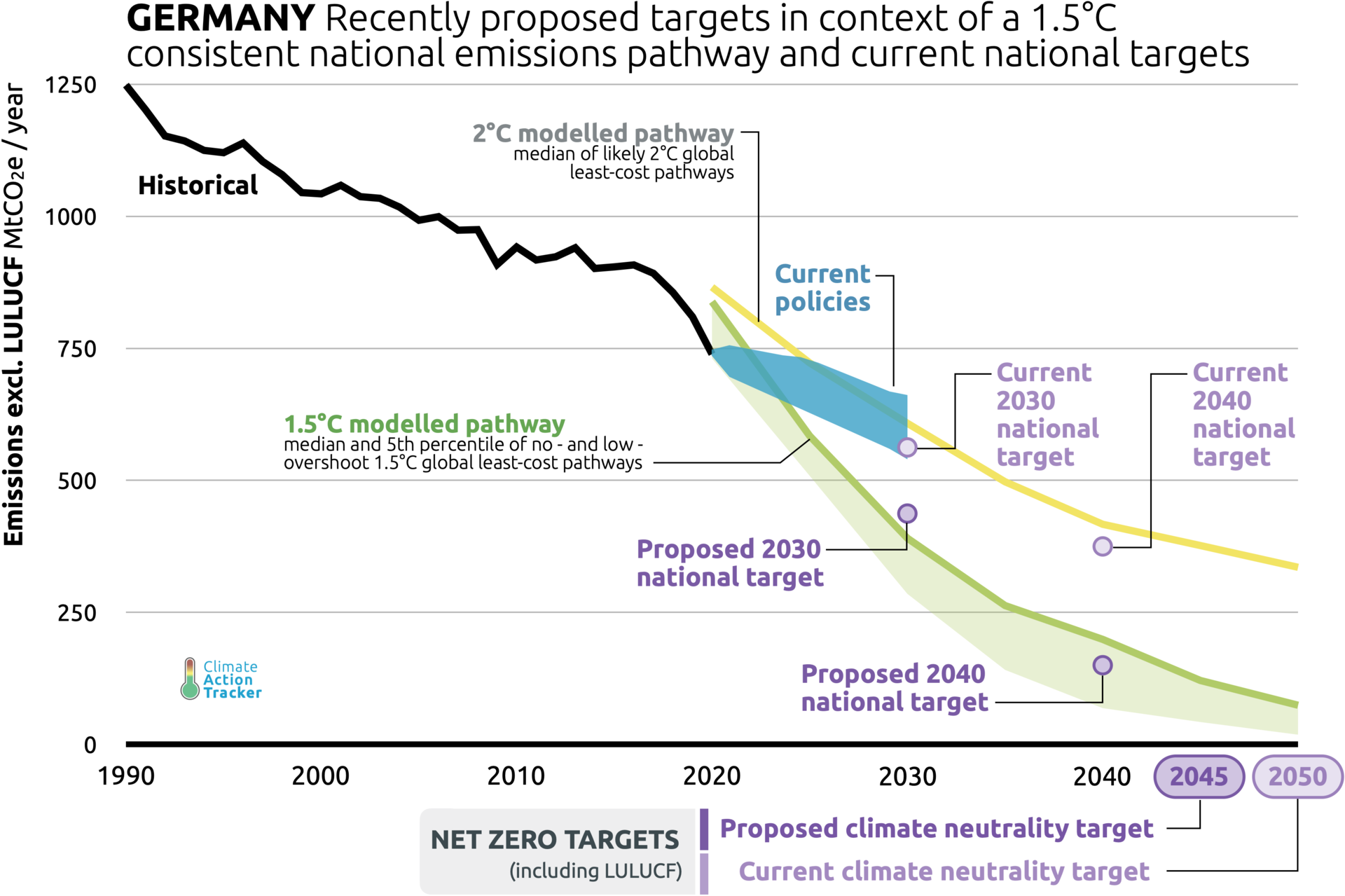
Im Kampf gegen den Klimawandel muss die Welt bis spätestens zum Jahr 2050 Netto-Null-Emissionen erreichen, also nur noch so viel CO2 zu emittieren wie der Atmosphäre auch entzogen wird. Dieses Ziel ist auf verschiedenen Wegen zu erreichen, wobei viele der sich heute in Entwicklung befindlichen Technologien eine Rolle spielen werden. Zu diesen Technologien gehören u. a. der Aufbau von Wasserstoff-Wertschöpfungsketten und die Dekarbonisierung durch Technologien zur Kohlenstoffabscheidung.
Wasserstoff als sauberer Energieträger ist ein vielversprechender Beitrag zur Erreichung dieses Ziels
Traditionell wird Wasserstoff in folgenden Bereichen eingesetzt:
- Raffinierung von Erdöl,
- Behandlung von Metallen,
- Herstellung von Düngemitteln,
- Lebensmittelverarbeitung und
- Senkung des Schwefelgehalts in Kraftstoffen.
In modernen Anwendungen wird Wasserstoff zunehmend als Energieträger für die Speicherung und Bereitstellung großer Energiemengen eingesetzt.
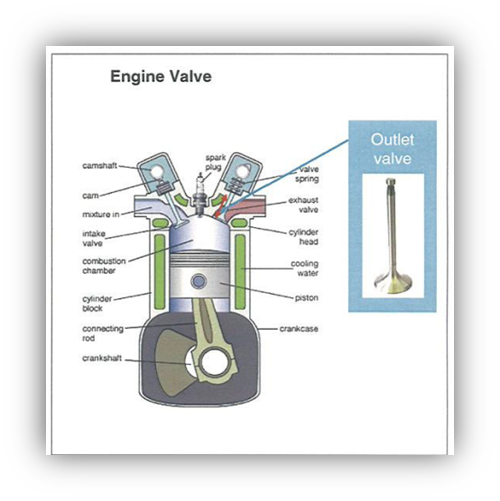
Moderne Wasserstoffanwendungen erfordern besondere Langlebigkeit von Produkten, wie z. B. Motorkomponenten, Ventile/Sitze, Düsen, Kompressoren und Turbinen, da diese unter extremen Bedingungen (z.B. Druck, Temperatur, Betriebsmedium) dauerhaft zuverlässig funktionieren müssen.
Diese extremen Bedingungen erfordern speziell entwickelte Werkstoffe und es muss sichergestellt werden, dass sowohl metallische als auch nicht-metallische Bauteile wie Dichtungen und Schmiermittel mit Wasserstoff kompatibel sind.
Ein einziges Material, das die Anforderungen für alle Verfahren erfüllt, existiert derzeit nicht. Die verfügbaren Legierungen eignen sich je nach Temperatur- und Druckanforderungen für unterschiedliche Anwendungen.
Bei der Verwendung von Wasserstoffgas ergeben sich für metallische Werkstoffe zwei große Herausforderungen (Ref. 6):
- a) starker Verschleiß durch Reibung aufgrund des trockenen Charakters des Wasserstoffgases
b) Tribokorrosion in einem Gasmotor aufgrund der höheren Menge des bei der Verbrennung entstehenden Wasserdampfes - Vorzeitiges Versagen aufgrund von Wasserstoffversprödung
In Tribosystemen, wie z.B. Ventil/Sitz, ist die Feststoffschmierung eine wirksame Methode, um den trockenen Verbrennungseigenschaften von Wasserstoff entgegenzuwirken (Ref. 6). Verschleißfeste Funktionsschichten, wie WC, Cr2O3, TiN, Tribaloy™ or Deloro™-Legierungen, können Reibung und Verschleiß in Wasserstoffumgebungen verbessern (Ref. 6).
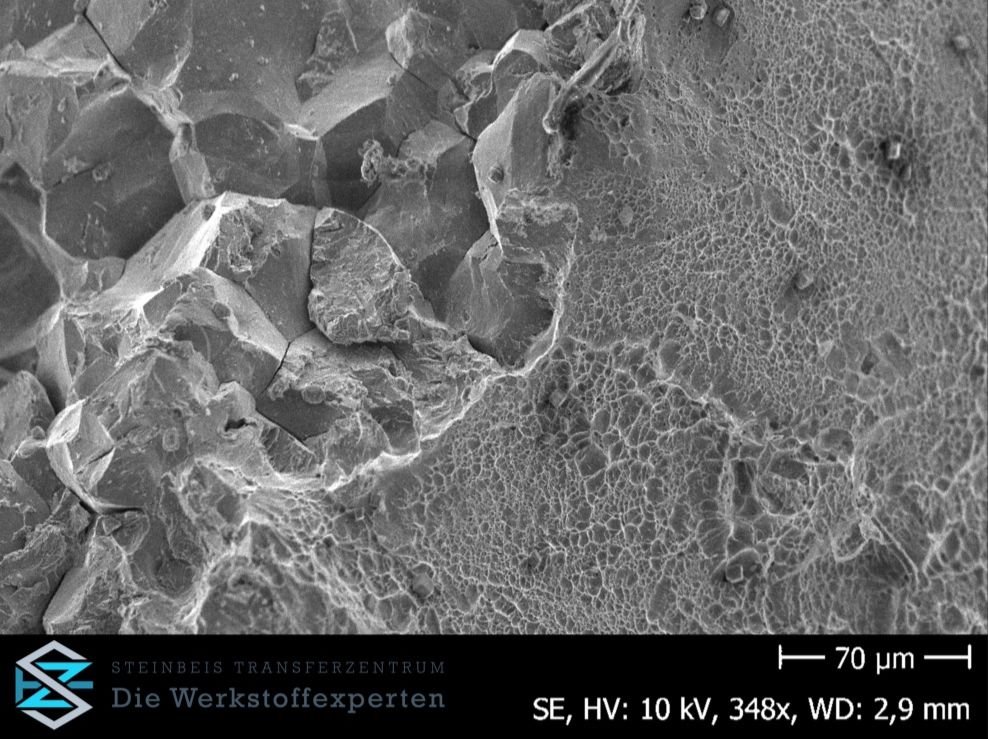
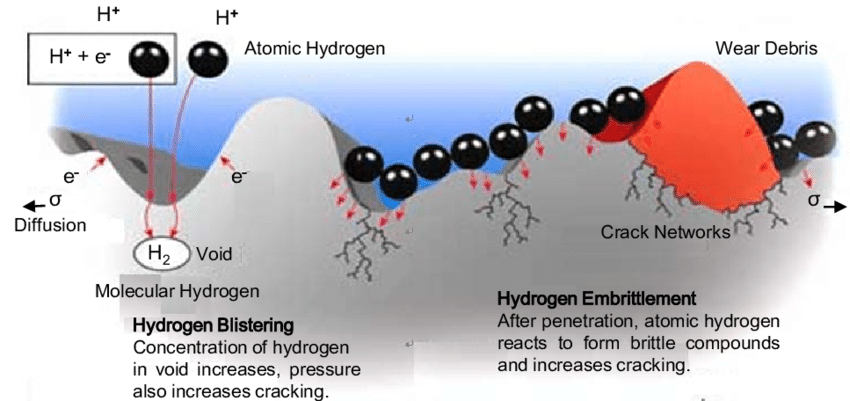
Unter Wasserstoffversprödung versteht man die Veränderung der Sprödigkeit, die durch die Diffusion und den Einbau von Wasserstoff in ein Metall verursacht wird (Ref. 6). Wasserstoffatome können in die Kristallstruktur eines festen Metalls eindringen und dort eingebettet werden. Dabei verzerren sie das Kristallgitter, was zu erhöhtem Druck und inneren Spannungen führt, ohne dass sich die Festigkeit des Materials entsprechend erhöht. So kann die Wasserstoffaufnahme die Metallwände spröde machen, was zur Rissbildung und schließlich zum Versagen führen kann. Darüber hinaus werden Zugfestigkeit, Zähigkeit und Duktilität des Metalls verringert, was zu einer Verletzung der in der europäischen Druckgeräterichtlinie 2014/68/EU festgelegten Bruchdehnungsanforderungen führen kann.
Die Verwendung spezieller hochfester Stähle, die oft in anderen herausfordernden Situationen eingesetzt werden, löst dieses Problem leider nicht. Im Gegenteil, diese Materialien sind sogar noch anfälliger für Wasserstoffversprödung. Zu den am meisten gefährdeten Werkstoffen gehören Titan- und Aluminiumlegierungen.
Kompressoren
Wasserstoff (H2 ) ist das am häufigsten vorkommende Element im Universum und mit einem Molekulargewicht von 2,02 g/Mol das leichteste aller Gase. Er besitzt einen sehr hohen Energiegehalt pro Gewichtseinheit (Heizwert = ~33 kWh/kg), was ihn zu einem idealen Energieträger macht. Allerdings ist seine Dichte unter atmosphärischen Bedingungen im Vergleich zu anderen Gasen gering (90 g/m3), was bedeutet, dass häufig eine Verdichtung erforderlich ist, um die verschiedenen Prozessbedingungen der unterschiedlichen Anwendungen zu erfüllen.
Um große Mengen an Wasserstoff zu transportieren, muss dieser unter Druck gesetzt und entweder als komprimiertes Gas oder verflüssigt geliefert werden. Die Komprimierung von Wasserstoff stellt oft einzigartige technische Herausforderungen, die bei anderen Prozessgasen wie Methan (CH4 ) oder Kohlendioxid (CO2 ) nicht vorliegen. Bei der Verflüssigung von Wasserstoff ist ein Kompressor die wichtigste Komponente des Systems.
Bei der Auslegung eines Zentrifugalkompressors für den Betrieb mit Wasserstoff müssen mehrere Prozessparameter berücksichtigt werden. Aufgrund des geringen Molekulargewichts und der hohen Schallgeschwindigkeit von Wasserstoff (siehe Tabelle 1) ist der Druckanstieg pro Stufe des Verdichters im Vergleich zu schwereren Gasen relativ gering.
Wasserstoff– 1270 m/s Sauerstoff– 326 m/s Kohlendioxid – 267 m/s Methan - 446 m/s
Tab. 1. Gas - Schallgeschwindigkeit (m/s)
Dies bedeutet, dass bei Anwendungen mit hohen Förderdrücken die Drehzahl des Laufrads erhöht werden muss oder zusätzliche Verdichterstufen hinzugefügt werden müssen. Letzteres kann die dynamische Komplexität des Rotors erheblich erhöhen. In manchen Fällen bietet die maximal zulässige Länge der Welle nicht genügend Platz, um die erforderliche Anzahl von Stufen einzubauen. In solchen Fällen besteht die einzige Möglichkeit darin, die Drehzahl des Laufrads zu erhöhen. Dabei müssen jedoch die Grenzen der Materialfestigkeit berücksichtigt werden.
Die mechanischen Festigkeitsgrenzen der Laufräder stehen in direktem Zusammenhang mit der Umfangsgeschwindigkeit. Die maximal zulässige Umfangsgeschwindigkeit des Laufrads hängt von dem verwendeten Material und der Geometrie des Laufrads ab. Bei der Konstruktion von Kompressoren für den Betrieb mit Gasen mit höherem Molekulargewicht spielen diese Einschränkungen der Materialfestigkeit in der Regel keine Rolle, da die Betriebsgeschwindigkeit durch die Machzahl begrenzt wird. Im Falle von Wasserstoff können jedoch die mechanische Festigkeit und das Belastungsniveau des Laufrads zu begrenzenden Faktoren werden. Dieses Problem wird durch das Potenzial der Wasserstoffversprödung weiter verkompliziert.
Angesichts der zunehmenden Notwendigkeit und des Drucks, den Verkehrssektor zu dekarbonisieren, ist die Forderung nach CO2-neutralen Antrieben ein Schlüsselfaktor für die Diversifizierung künftiger Kraftstoffe. Die Verwendung von Wasserstoff oder einem Methanol-Wasserstoff-Gemisch als Kraftstoff für Fahrzeuge mit Verbrennungsmotoren („internal combustion engines“, ICE) ist ein vielversprechender Trend für den Verkehrssektor.
Die einzigen nennenswerten Nebenprodukte der H2-Verbrennung sind Stickoxide (NOx), die bei Verwendung eines fortschrittlichen Verbrennungsprozesses und eines relativ einfachen Abgas-Nachbehandlungssystems auf nahezu Null reduziert werden können. Auch für diese Systeme entwickelt Deloro Wear Solutions GmbH entsprechende Lösungen.
Mehrere Hersteller arbeiten daran, dass ihre Motoren 100% Wasserstoff verbrennen können. Dies erfordert jedoch eine entsprechende Anpassung der Motorsteuerung und eine entsprechende Materialverträglichkeit der Motorkomponenten.
Wasserstoff-, Ammoniak- oder Methanol-ICE („Internal Combustion Engines“ bzw. Verbrennungsmotoren)
Die Vorteile des Wasserstoff-Verbrennungsmotors (H2ICE) liegen im Zugriff auf eine ausgereifte Industrie mit einer riesigen Produktionsinfrastruktur und in der Möglichkeit, "Flex-Fuel" (d.h. eine Mischung aus verschiedenen Kraftstoffen) anzubieten. Damit kann die Übergangszeit überbrückt werden, was die Einführung einer Wasserstoffinfrastruktur erleichtern dürfte.
Erstausrüster arbeiten an einer Vielzahl von Optionen für künftige Kraftstoffmotoren, wie Wasserstoff-, Ammoniak- und Methanolverbrennungsmotoren, die nur eine geringfügige Anpassung einer bestehenden, ausgereiften Technologie erfordern.
Eine Herausforderung im Zusammenhang mit diesen neuen Kraftstoffen stellt z.B. die Korrosion, die Spannungsrisskorrosion und der Verschleiß durch abrasive Partikel (Größe >1µm) dar, welche die Bauteile von Verbrennungsmotoren (wie z.B. Kolbenringe, Dichtungen, Lager, Ventile und Düsen) stark abnutzen.
Verschiedene Projekte zur Bestimmung der Zuverlässigkeit von Wasserstoffverbrennungsmotoren haben eine große Menge an Daten geliefert. Beispielsweise lief ein Motor auf einem Prüfstand 1000 Stunden im Dauerbetrieb. Weitere Daten wurden mit einer Flotte von acht Pickups mit wasserstoffbetriebenen Motoren gesammelt (Ref. 1). Als besonders beansprucht haben sich dabei die Zylinderkopfventile und -sitze sowie die Injektoren herausgestellt. An den Einlassventilen zeigten sich Anzeichen von Wasserstoffversprödung.
Kraftstoffeinspritzung, Düsen, Ventile
Die Kraftstoffeinspritzdüse hat einen Einspritzkörper und eine Einspritznadel in ihrem Inneren. Beide bzw. ein Teil von ihnen ist so gestaltet, dass sie einer Verbrennungskammer ausgesetzt sind und weisen eine oberflächenbehandelte Außenschicht auf. Im Allgemeinen wird von Einspritzdüsen eine so lange Lebensdauer erwartet, dass sie den Lebenszyklus des Fahrzeugs überdauern.
Wenn (verflüssigter) Wasserstoff in großen Mengen mit hoher Geschwindigkeit z.B. durch eine Einspritzdüse oder ein Ventil fließt, kommt es zu Kavitationserosion. Es gibt zahlreiche Studien, Simulationen und Tests zur Kavitation in verflüssigtem Wasserstoff. Sie zeigen (Ref 2), dass bei minderwertigem Stahl eine schnelle Erosion (innerhalb weniger Minuten) auftritt und (Ref 3) dass ein höherer Kobaltgehalt (Wolframkarbid-Kobalt-Beschichtungen) die Verschleiß- und Kavitationsbeständigkeit der Beschichtungen erhöht. (Ref 4)
Kobaltlegierungen weisen eine gute Korrosionsbeständigkeit, Verschleiß- und Hochtemperaturfestigkeit auf. Diese Eigenschaften ergeben sich aus der kristallographischen Beschaffenheit von Kobalt, den festigkeitssteigernden Wirkungen von Chrom, Wolfram und Molybdän, der Bildung von Metallkarbiden und der Reduzierung der Korrosionsneigung durch Chrom.
Stromerzeugung mit Wasserstoffturbinen - ein Energiesystem der Zukunft
Bei der Dekarbonisierung geht es darum, den Anteil der kohlenstoffarmen Stromerzeugung zu erhöhen und den Einsatz fossiler Brennstoffe entsprechend zu verringern. Dazu gehört die Nutzung erneuerbarer Energiequellen wie Wasser-, Sonnen-, Wind- und Biomasseenergie. Insbesondere in der Gasturbine liegt ein großes Potential für die Dekarbonisierung der Welt, da diese mit weniger reinen Formen von Wasserstoff betrieben werden kann. Der Transport des Wasserstoffes kann dabei in flüssiger Form oder als Ammoniak erfolgen.
Für einen ordnungsgemäßen und sicheren Einsatz von Wasserstoff in einer Gasturbine, bei dem die Wasserstoffkonzentration im Brennstoff variiert, sind Änderungen an der Gasturbine und der Gesamtauslegung der Anlage erforderlich. Wenn Gasturbinen für den Betrieb mit Wasserstoff umgerüstet werden, muss berücksichtigt werden, dass mit dem steigenden Wasserstoffanteil auch der Dampfanteil im System zunimmt, was zur Dampferosion der Turbinenschaufeln führt. Durch den Einsatz von korrosionsbeständigen Hochleistungslegierungen kann Korrosion verhindert oder der Schaden minimiert werden.
Je nach Temperatur- und Druckanforderungen eignen sich verschiedene Legierungsarten für unterschiedliche Anwendungen. Metallurgisch gesehen ist Kobalt ein Hauptlegierungselement in verschleißfesten, korrosionsbeständigen und hitzebeständigen Legierungen.
Zusammenfassung
Wasserstoff bietet Lösungen für die Dekarbonisierung vieler Industriesektoren.
Industrielle Prozesse, die mit Energieträgern fossilen Ursprungs betrieben werden, können auf grüne Alternativen umgestellt werden. Es wird jedoch noch einige Jahre dauern, bis Wasserstoff in ausreichenden Mengen zur Verfügung steht, kostengünstig transportiert werden kann und in Industrie, Verkehr und Stromerzeugung flächendeckend eingesetzt werden kann.
Der Name Deloro Wear Solutions steht seit vielen Jahren für das praktische KnowHow und die Spezialisierung auf Hochleistungslegierungen, die sich unter schweren Einsatzbedingungen wie Verschleiß, Korrosion und/oder hohen Temperaturen bewähren.
Industrial processes that run on fossil energy sources can change to green alternatives. It will be several years before H2 is available in sufficient quantities, can be transported cost-effectively, and can be used across the board in industry, transport, and power generation. Begleiten Sie uns bei der Entwicklung und Umsetzung von Materialien und Technologien, die den Anforderungen der Zukunft gerecht werden...und nehmen Sie gerne Kontakt mit uns auf!
Authoren:
Erwin Costea - Dr.-Ing., Dipl.-Phys. / Ph.D.Mech.Eng., M.Sc.Physics
Sascha Hannappel - Dipl. Wirt.-Ing.(FH)
Jessica Karrenbrock - Dipl. Ing. (FH)
Deloro Wear Solutions GmbH
Der Name Deloro Wear Solutions steht seit vielen Jahren für das praktische Knowhow und die Spezialisierung auf Hochleistungslegierungen, die sich unter schwierigen Einsatzbedingungen wie Verschleiß, Korrosion und/oder hohen Temperaturen bewähren. Die Stellite™-Kobaltlegierungen von Deloro Wear Solutions sind schon heute die erste Wahl bei der Herstellung oder Beschichtung von Komponenten zur Energieerzeugung. Kontaktieren Sie uns gerne für weitere Informationen!
References
- Findings of Hydrogen Internal Combustion Engine Durability Final Technical/Scientific Report Project Period: 3/7/07 – 12/31/2010 Garrett P. Beauregard March 31, 2011 DE-FC26-06NT43027 Electric Transportation Engineering Corporation 430 S. 2nd Ave Phoenix, AZ 85003
- Fuel Injector Holes (Fabrication of Micro-Orifices for Fuel Injectors)
George Fenske, Nicholaos Demas, and Robert Erck: Argonne National Laboratory May 11th, 2011 - Murilo S.LamanaaAnderson G.M.PukasiewiczaSanjaySampathb a) Federal University of Technology, Paraná, Av. Monteiro Lobato Km 04, s.n., Ponta Grossa, PR 84016-210, Brazil b) Center for Thermal Spray Research, Department of Materials Science and Engineering, Stony Brook University, Stony Brook, NY 11790, USA Received 19 May 2017, Revised 5 December 2017, Accepted 11 December 2017, Available online 12 December 2017.
- Corrosion- and Hydrogen-Resistance of Heat-Resistant Blade Nickel-Cobalt Alloys, A. I. Balyts’kyi, Yu. H. Kvasnyts’ka, L. M. Ivas’kevich & H. P. Myal’nitsa, Materials Science volume 54, pages230–239 (2018)
- WELDING TECHNOLOGY, Hydrogen Embrittlement And Cracking Explained, WORKSHOP INSIDER, DECEMBER 17, 2020
- CIMAC Guideline: H2 in Stationary Gas Engines for Power Generation, 2021-10 (1st edition), 4.3 Materials